Кровли из асбоцементного листа – одна из очень востребованных. Подобное покрытие можно заметить и на крышах личных домов, на строениях промышленного профиля. Шиферы используют также в качестве заграждений. Асбоцементный лист на данный период времени довольно популярен. Естественно, что поэтому возникла надобность обеспечить групповое производство.
Кстати, если вам нужно где-то хранить инструменты или материалы обращайтесь в САН ПАРК. Складской комплекс организует круглосуточную охрану грузов и товаров, мы также применяем современную систему учета , если понадобится, готовы организовать доставку вашего товара силами своего автомобильного парка.
Его организуют не только на предприятиях специализированного профиля, например, на заводах по изготовлению асбоцементного листа, но и в определенных цехах на комбинатах строительных материалов, заводах ЖБ-изделий и прочих подобных. Производственная технология этого материала регулярно улучшаются.
Содержание:
Из чего осуществлен асбоцементный лист: разновидности материала
Сегодня есть три разновидности данного материала.
Асбестовые. Одним из его элементов считается асбест. Это – материал природный, именно из-за него и обеспечивается большая прочность асбестового изделия. Из большинства асбестовых волокон, распавшихся в процессе изготовления, появится анкерная сетка.
Железные. Он отыскал использование в разных строительных сферах и промышленности. Базисным материалом для производства служит сталь покрытая слоем цинка. Для увеличения долговечности и надежности эти листы накрывают составами полимера. Производство асбоцементного листа данного типа организуют на особом оборудовании, предназначенном для производства профилированных металлических листов.
Ондулин. Его образование на рынке строительных материалов, безусловно, заслуга изготовителя из Европы. Именно профессионалы из Европейских стран заменили асбест, определенные варианты которого могут представлять опасность для человека, на прочие элементы типа стекловолокна, целлюлозы, волокна из базальта и джута.
Все таки под стандартом данного строительного материала предполагают шиферы, изготавливающиеся из смеси асбеста и ПЦ цемента с добавкой воды.
Методика и оборудование для изготовления
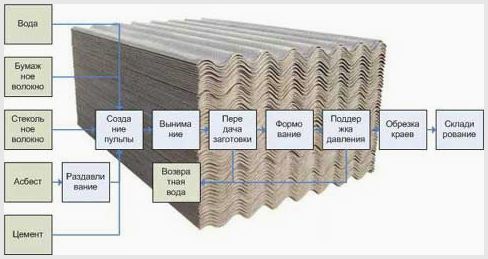
Производительный процесс учитывает исполнение конкретного технологичного цикла:
- готовят пульпу;
- вынимают;
- формируют;
- могут выдержать под давлением;
- отрезают по размерам.
Пульпу готовят из волокон хризолит-асбеста, ПЦ цемента и воды. В нее добавляют также наполнители из целлюлозы и стекловолокна. Они помогают повышению армировки листов, и увеличивают их параметры прочности.
Волокна целлюлозы и стекла не только совершенствуют технические специфики шиферных, но еще, с одной стороны, увеличивают их экологическая безопасность , поскольку при этом уменьшается процент содержания в составе асбестовых волокон, а со второй, делать их экономнее, потому как уменьшается стоимость изготовления, ведь хризолитовый асбест довольно дорогой.
Со временем популярность этого материала регулярно росла и обеспечить достаточную продуктивность за смену можно было исключительно за счёт производственной автоматизации.
Рабочий принцип линии
Изготовление асбоцементного листа организовано на технологичных линиях, полноценно которые обеспечивают весь производительный цикл. Он включает и подготовку составляющих и их слияние, и выпуск готового изделия.
Приготовление пульпы и извлечение. Процесс проходит в специализированных водопроводных кранах. В них сырьевые элементы одинаково мешаются между собой с водой. После специализированным инструментом из подготовленного состава достают то кол-во материала, которое необходимо для формирования листа. Конструкция извлекателя позволяет течь воде. Когда главная масса жидкости вытечет, смесь подается на следующий участок.
Формовка. Требуемый профиль из заготовки получают при помощи формователя. Оставшиеся остатки воды откачивают в процессе формовки вакуумным насосом.

Отформованная и прошедшая первоначальную сушку заготовка выдерживается в прессовщике. Тут длится выдавливание излишков жидкости, и изделие первоначально упрочняется.
Прессовка. Всю дополнительную жидкость, и отделившуюся от пульпы, и выдавленную, возвращают обратно и опять применяют в процессе изготовления изделий. Время прохождения листов через прессовщик (30 –75 сек) устанавливается технологией и зависит от этих параметров, как вид прессовщика, давления, которое он выполняет, скорости подачи.
После того, как шиферы после выдержки приобретает расчетную надёжность, их отрезают в размер по ГОСТ асбоцементного листа.
Несомненно, любой производитель асбоцементного листа (волнового, плоского) сегодня вправе разрабатывать свои ТУ и делать продукцию в согласии с указанными в нем размерами, все таки большое количество из них предпочитает держаться ГОСТ.
Лишние обрезки изделий подлежат вторичной переработке. Безотходное производство позволяет уменьшить стоимость изготовления.
Изделия которые уже готовы в стопках, которые положены на поддон, переносят на склад, где они еще продолжают набирать необходимую прочность.
Тонкости изготовления асбестоцементных изделий

Заграничные производственники давно уже получают форму волны за счёт специализированных подкладок. В РФ такую технологию осилили практически недавно, все таки сейчас на многих фирм производство организовано на новом оборудовании с применением последних достижений науки и техники. В особенности, это касается технологических способов покрытия краской готовых изделий с помощью силикатных и фосфатных красителей.
Данная мера направлена на повышение устойчивости к износу материала. Кроме того, это уникальная возможность изменить внешний вид покрытия кровли, ограждений или других вариантов его применения. Если волновой применяется в основном, в качестве материала для кровли, то плоским можно обрабатывать фасадные стены, устраивать перегородки в самых разных помещениях и строениях, конструкции ограждения и другое.